






等离子切割机
等离子弧切割机(Plasma Cutting Machine)是借助等离子切割技术对金属材料来加工的机械。等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
发展到目前,可采用的工作气体(工作气体是等离子弧的导电介质,又是携热体,并且要排除切口中的熔融金属)对等离子弧的切割特性及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。

等离子切割机配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更加好;其主要优点是切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、就没有热影响区。

等离子切割机普遍的应用于汽车、机车、能承受压力的容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业。
2.切割速度快,精度高。切割口小,整齐,无掉渣现象。在传统的数控系统的基础上,改进了切割用的控制方式,避免了二次修整加工。
5.支持文泰、北航海尔、ARTCAM、Type3等软件生成的标准G代码路径文件。控制管理系统采用U盘交换加工文件,操作便捷快捷

等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点。
压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。
切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由高漏抗引成陡降的电源外特性。控制电路通过割炬上的按钮开关来完成整个切割工艺过程:预通气—主电路供电—高频引弧—切割过程—息弧—停止。主电路的供电由接触器控制;气体的通断由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。此外,控制电路尚具备以下内部锁定功能:热控开关动作,停止工作。
空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,易发生故障。这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示。
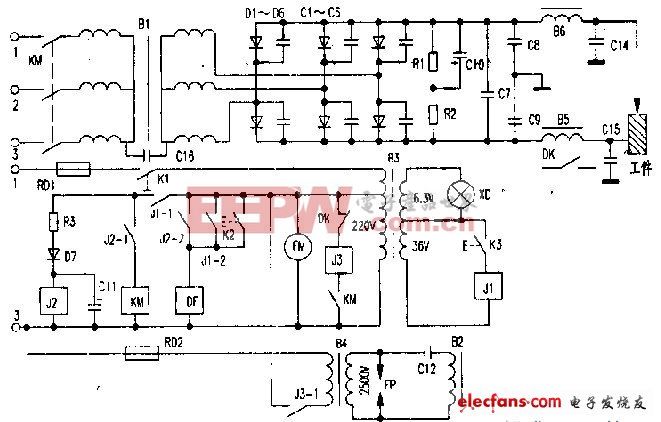
(1)主回路包括接触器KM、三相变压器B1、三相桥式整流器(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、FP、C12组成)。
(2)控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成。
其原理简述如下:在接好电源和气源后,合上开关K1,电源指示灯XD亮,冷却风机FM立即转动。按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气。
另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割。
图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.
由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到一定效果冷却,起到保护作用.整个切割工作过程:预通气——主回路供电——高压引弧——熄弧——气体滞后——停止。变压器B1为Y/Y接法,一次侧线V,二次侧线V,经整流后直流空载电压有效值为240V,有工作负载时输出120V.
此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没用集成电路,虽然结构相对比较简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器.
值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.
由图上看,此引弧分量电压;经工件输出引线,线的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。

等离子切割机加工精度受到电源质量的影响慢慢的变大,如何平衡等离子切割机电源的电流与电压输入将成为影响切割质量的关键。
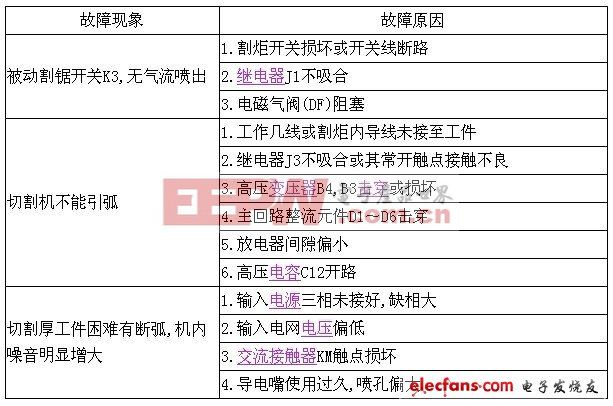
本文介绍了等离子切割机常见的运行故障,并分析、提供了具体故障原因及相应处理方法。
数控等离子切割从原理上看,是依靠高压等离子弧对材料的贯穿进行切割,所以等离子切割机电弧的稳定性将直接影响切割质量。


